10 Advantages to consider for your next casting project
There are several casting methods to consider when developing a product that requires an aluminum casting. Sand, Gravity, low pressure, and permanent mold processes can all produce an aluminum casting.
Why is High-Pressure Die Casting (HPDC) Different?
Sand, gravity, low pressure, and permanent mold produce a casting by filling a mold with molten metal using gravity or low pressure. The equipment required for these processes is relatively simple and can produce a very high integrity die casting, although with a long cycle time.
High Pressure Die Casting machines inject the metal at over a hundred inches per second and then compress the solidifying casting with high pressure. The HPDC process requires complex and expensive equipment but can produce a high-quality casting very quickly.
So, why choose High-Pressure Die Casting over another process?
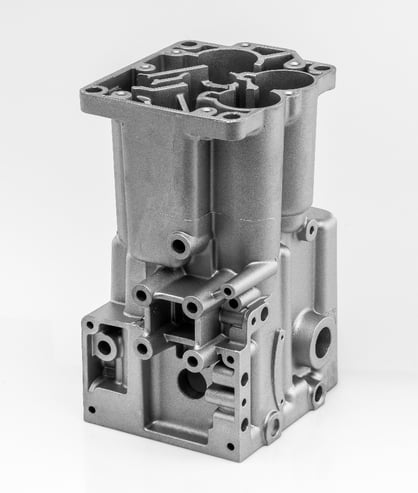
Figure 1 Thin Wall Complex Geometry Casting
- Wall Thickness
HPDC allows for the thinnest walls of any casting process. The high injection speeds allow the metal to fill thin and intricate cavities before the metal begins to solidify. Wall thicknesses less than 2mm can be achieved in aluminum and as thin as 1mm in zinc. The ability to cast thin walls is a significant advantage to a design engineer. Complex geometries can also be produced to fit many applications and results in a very lightweight part.
- Tolerances
Die casting can achieve the most precise tolerances of any other casting process. Die Cast dies are manufactured out of H13 tool steel and can be precision machined and polished to the micron. The durability of the steel and quick solidification time of the process allows for tight tolerances to be consistently produced throughout the life of the die.

Figure 2 Machined Casting with No Visible Porosity
- Porosity
Trapped air and gas inside a casting is called porosity. The HPDC process may produce more turbulence during filling than other processes, but that doesn’t necessarily mean more porosity. HPDC compensates for turbulent filling using fast solidification and high pressure to minimize porosity in the part. At General Die Casters, we use Fondarex Vacuum Assist which creates a near-vacuum condition in the die cavity during filling to optimize casting integrity.
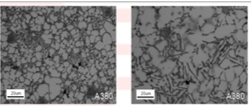
Figure 3 Fast Solidification Grain Structure vs Slow
- Microstructure
The properties of a casting are the result of its grain structure, which is created as the casting solidifies. Faster solidification creates a tight matrix of small grains. The smaller the grains the better the properties because it’s the grain boundaries, not the grains themselves, that are apt to fail under stress. HPDC produces the best overall properties because of its superior solidification rate.
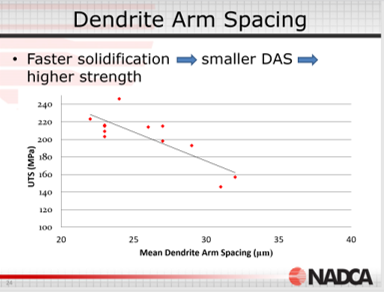
Figure 4 Dendrite Arm Spacing (grain size) vs Strength
- Strength to Weight
When you combine thin walls with a fine microstructure, the result is a strong, lightweight casting that is tough to beat.
- Tooling Cost
HPDC does have a relatively high tooling cost compared to the other casting processes. Die Cast dies are precisely built, heavy-duty steel molds that can withstand the injection and locking forces of the die casting machines.
This higher tooling cost is offset with long tool life and the ability to design dies to produce multiple parts at a time, lowering the part price. The die cavities, (the working portion of the die), can generally handle at least 100,000 cycles before they need to be replaced. The cost to refurbish the die with new cavities will be roughly half the initial investment since the holder block can often be refurbished and reused for several hundred thousand shots.
At General Die Casters we run dies with up to 12 cavities which will produce over 1.2 million parts during the die’s life. When these factors are taken into account the tooling cost per piece often makes better economic sense.
- Surface Finish
High-Pressure Die Casting can create a surface finish that is perfect for finishing and is often used as a cosmetic focal point of a product. This surface finish is achieved with fast fill times and smooth walls of the cast dies. High Pressure Die castings can be blasted, painted, anodized, chrome plated and even polished to a mirror finish

Figure 5 Chrome Plated Casting
- Casting Cost
High pressure die casting cost is typically less than other processes because of the high production rate. High-Pressure die casting machines can cycle from 60-120 cycles per hour depending on the size of the part. When this is combined with the ability to use dies that produce multiple cavities at a time, you can make thousands of parts in a shift. This results in a very economical piece price. Also, since a die casting can have much thinner walls, the weight of the casting can be much less than other processes which contribute to a lower piece price by using less metal.
- Casting Size
Die cast technology and machine size continue to evolve with bigger and better machines. Casting size may have once been a limitation for high-pressure die casting but that is changing. Many automotive and marine engine blocks are now High-Pressure Die Cast on 4500-ton machines. Telsa is currently installing a 6500-ton machine that will cast a large portion of the Model Y’s underbody.
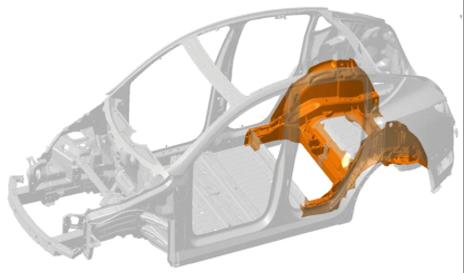
Figure 6 Tesla Model Y Structural Casting Project
- Heat Treatable
Heat Treating isn’t just for sand castings anymore. High-Pressure Die Castings are now being heat treated and used in structural applications in the automotive industry. This is accomplished using unique alloys which minimize impurities such as iron and utilizing vacuum assist to make a casting with little porosity to bubble during heat treat.
If you need a casting, you should start by evaluating High-Pressure Die Casting. Contact us at General Die Casters and let our experienced team guide you in the right direction for your project.
