
Protecting your casted investment “organically” with effective paint adhesion
Before we publish our “Care and Feeding” finale which will reveal the data from the salt spray testing performed by Luke Engineering, there is one topic that deserves more detail. That is paint adhesion.
I recently had some fascinating discussions on this topic with Tim Cowell, Technical Director at Hill and Griffith, and George Giering of Giering Metal Finishing.
My question for them was, “Is it possible to have sufficient contaminants trapped in the surface layer of a defect-free casting which would prevent effective paint adhesion; assuming proper pretreatment was performed.”
I didn’t realize how much there was to unpack in this question.
In this article, we will review the basic science of paint adhesion and the contaminants found in die casting. Our next release will explain how a multistage cleaning and pretreatment system manages these contaminants to create a flawless cosmetic finish.
First, it’s important to understand how paint adheres to a casting.
Paint adheres using Electrochemical and Mechanical bonding.
Electrochemical bonding will take place in two ways. The polymers in the coating will form ionic bonds creating long chains on the painted surface. Together these long chains have significant strength which assists in adhesion. Ionic bonding also occurs between the polymer and the metallic surface of the part. These two forces work together to create a strong electrochemical bond.
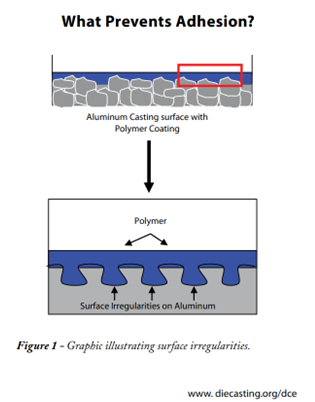
Mechanical bonding occurs as the viscous paint fills into the microscopic surface irregularities in the skin of the casting. Once the casting is cured the paint hardens and is locked in place, it is these tiny pores and crevices which allow the paint to interlock to the surface. An extremely smooth-as-cast surface may be attractive, but it is not ideal for paint adhesion.
Anything that interferes with these mechanical or electrochemical processes will affect paint adhesion. The most common cause of paint adhesion failure is contaminants on the surface of the casting.
What contaminants may be found on a die casting?
Several fluids are used in the die casting process that could potentially interfere with paint adhesion. Start up oils, die release agents, plunger tip lubricants, quench fluids, trim lubricants and machining coolants are all possible contaminants.

Start up oils and die release agents are the only two fluids used in the initial forming of the casting. Start up oils are typically brushed onto a die before the initial startup. These heavy oils will prevent the aluminum from sticking to the die before it reaches operating temperature. These first castings possess gross non-fill and dark flow lines. 5-10 castings will be discarded until the die is up to operating temperature. Castings contaminated with startup oils could prevent paint adhesion, but the root cause would be obvious upon inspection of the casting.
Die release agent is used once the die is up to temperature. Most modern die lubricants utilize a combination of silicon and wax to create a protective layer between the molten aluminum and die steel. Die casters purchase concentrated die lube which is approximately 38% solids. It is then mixed with water at ratios of 80-100 to 1. The mixture applied to a die will have a % solid of less than 1%. Much of the release agent is evaporated into steam as it makes contact with the 500+° F die. The remainder turns to ash as the molten metal makes contact. This results in a trace amount of die lube remaining in the skin of a defect-free casting. A casting with sufficient release agent trapped in the surface to prevent paint adhesion would almost certainly possess obvious visual defects.
The remaining fluids used to cool, trim and machine the casting are all applied once the casting is formed. These products contain lubricants as well as corrosion inhibitors that are also heavily diluted with water.
The casting will be exposed to potential contaminants even in its final packaging. Oils, dust and dirt can accumulate on the parts as they are transported and in storage. Moisture is the enemy of uncoated castings. Moisture and humid environments will cause the oxidized skin to grow in thickness. If the casting is exposed to direct moisture, white oxidation will form on the part. Excessive oxidation should be considered a potential contaminant for paint adhesion.
In our next article, we will learn how a multistage cleaning process is used to remove these contaminants to ensure effective bonding occurs between the casting and the coating.
Subscribe to our blog to learn more! You won't want to miss part 7 of the Care & Feeding of your Die Casting series!