When manufacturing parts with high pressure die casting, there is a risk that porosity may form in critical areas, much to the frustration of every product developer. Below, learn what causes porosity and how to control it through careful design and process control.
Why does a die casting have porosity?
A die casting is created in seconds. Molten aluminum is forced into the die cavity in less than 60 milliseconds and begins to solidify as soon as it touches the surface of the steel. The casting solidifies in just a few seconds and can be removed from the die.
An aluminum casting solidifies just like ice crystals crackling along your car window. Once the first aluminum crystals are formed on the die surface it continues to grow until the entire casting is solid.
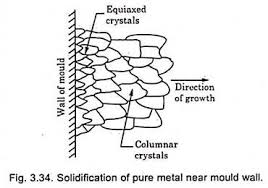
The skin of the casting consists of the first few millimeters of aluminum to solidify against the die steel. This material is structurally perfect. It is a pressure tight matrix of aluminum. The skin of a casting is typically 1 millimeter (.040”) thick.
Unfortunately, the process becomes more chaotic as solidification progresses from there.
The progression of solidification is largely determined by the geometry of the casting. The part design thus plays a significant role in the size and location of porosity in the final part.
The one characteristic that plays the most significant role in solidification (and porosity) is the variability in the wall thickness throughout the casting.
Inconsistent wall thickness affects the casting in two ways:
- Entrapped air during filling (Gas Porosity)
- Internal voids due to uneven solidification (Shrink Porosity)
Entrapped Air (Gas Porosity)
Air in the die cavity must be evacuated through vents or vacuum valves during filling or it will remain trapped in the casting as porosity.
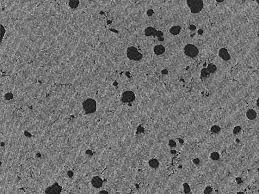
Porosity formed as molten aluminum collects air during filling is called gas porosity.
The image below shows gas porosity on a polished surface of a die casting. Gas porosity appears round and smooth. It forms as the aluminum solidifies around pockets of air.
A casting designed with consistent wall thickness allows the air in the cavity to be pushed ahead of the metal flow and directly out of the vents. This results in a casting with a very small amount of trapped air.
The following simulation shows an ideal fill. A laminar metal flow pushes air towards the vents without entrapment.
A casting with inconsistent wall thickness is more likely to trap air. Molten metal will collect air as it flows through the die cavity. This air will become gas porosity if it is not washed out into overflows.
The following simulation shows air trapped in the metal flow which will result in porosity.
Controlling Gas Porosity with Die Design
The die caster will engineer a runner and vent design to minimize the amount of trapped air in the casting. Flow simulation software such as Magmasoft must be used to optimize a runner and venting system for each casting. This software allows the casting engineers to model and test various ideas before the die is constructed.
Internal voids due to uneven solidification (Shrink Porosity)
This uneven solidification opens internal voids inside the casting called shrink porosity.

Shrink porosity is sharp and jagged. It is formed as the casting shrinks unevenly during solidification
The die caster has two tools to control shrink porosity:
- Internal Cooling and heating lines in the die.
The die caster will design a die with strategically placed heating and cooling lines to influence even solidification in the casting.
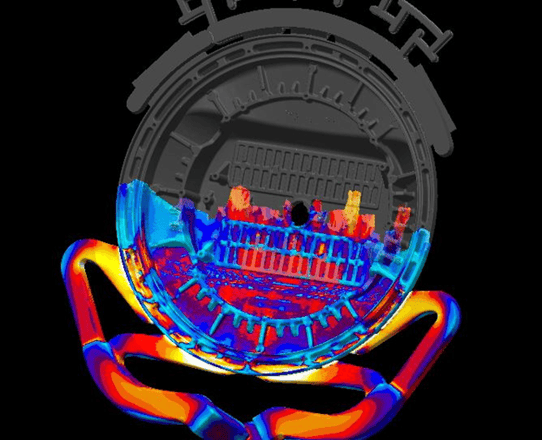
Magmasoft solidification simulation is performed to determine which areas of the casting will be last to solidify. These areas will contain the highest levels of porosity. The die caster will then place cooling lines as close to these areas as possible to promote more equal solidification of the casting.
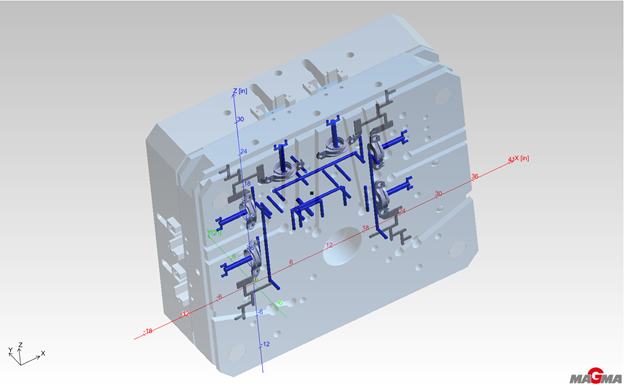
The following 3-D model of a cover die depicts the internal cooling channels.
- Intensification Pressure
Die Casting machines use high pressure to force molten aluminum into shrink voids during solidification. The pressure can be as high as 12,000 PSI inside the die during solidification.
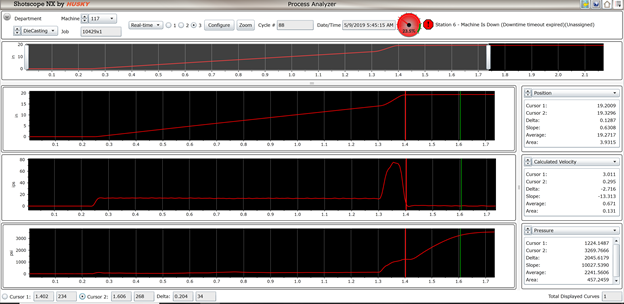
The following image shows a shot profile. The third trace represents pressure over time and shows the intensification pressure rise after the cavities are filled. The caster will use this data to closely monitor and control the intensification pressure during production.
Unfortunately, the intensification pathway is only open for a few seconds before the gate inlets solidify. The casting will shrink based on its geometry and the die temperature once the gates are solid.
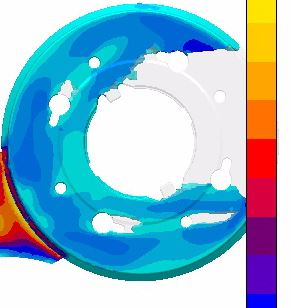
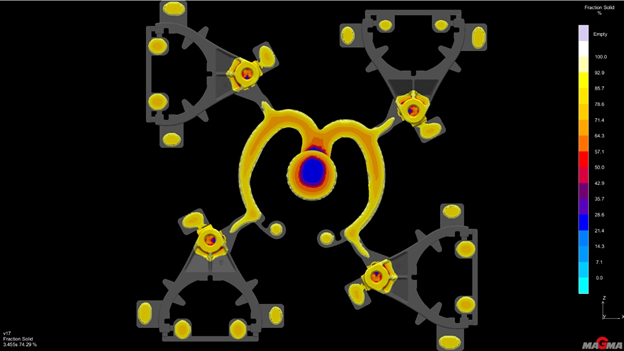
The following simulation shows unsolidified areas of the casting after gates are closed. Shrink porosity will exist in these areas.
Now that we better understand the die casting solidification process, let’s take another stab at our question.
How do you make a die casting without porosity?
Answer: You Can’t.
Porosity cannot be eliminated but it can be controlled through careful design, process control and finishing.
The earlier you begin working with your die caster, the better the opportunity to minimize the amount of porosity in your part through design.
We can use our expertise and technology to assist you in designing a new part for manufacturability or improving the design of an existing one.
