How to optimize sub-optimal die cast tooling. Don't settle for your die cast supplier.
At General Die Casters we have developed new customer relationships by solving die casting problems. This often means that another die cast supplier is not able to meet quality and/or delivery requirements. These challenges can range from dimensional variability to excessive porosity on critical surfaces.
In most cases, a casting die exists with remaining life. Abandoning the existing tooling and constructing a new die is an option, but an expensive one. The customer understandably would like to fully utilize its existing assets whenever possible. It's important to find a die caster that is willing and experienced in using existing dies.
Transitioning business from one die caster to another is challenging, but possible. It shouldn’t be a reason to settle for sub-par quality and delivery. We consider take over tooling one of our specialties. Our largest and most impressive take over feat to date was transitioning nearly 30 dies from a major lawn and garden producer. We accomplished this project in just a few months. How do we do it?
Experience and Technology
If a supplier is unable to meet the customer's die casting quality requirements it can be for a few reasons.
Equipment Capability
Dies are designed for specific-size machines based on the surface area of the castings being produced. A die set into a machine too large can damage the casting machine platens and will increase cost. A die will typically not fit into a machine smaller than it was designed. At General Die Casters, we have 600, 800, 900 and 1200 ton casting machines. These are the most common sized machines producing castings today.
A die casting machine and periphery equipment must be well maintained to consistently produce quality castings. Over time, a casting machine's linkage, platens, and hydraulic systems will wear and deteriorate. Once these components are compromised it is impossible to consistently hold the die closed and inject the molten aluminum without defects and downtime. At GDC, we use preventive and condition-based maintenance to ensure our equipment is capable of meeting production requirements. We consistently invest capital every year to ensure our equipment is never behind the curve.
Lack of Process Controls
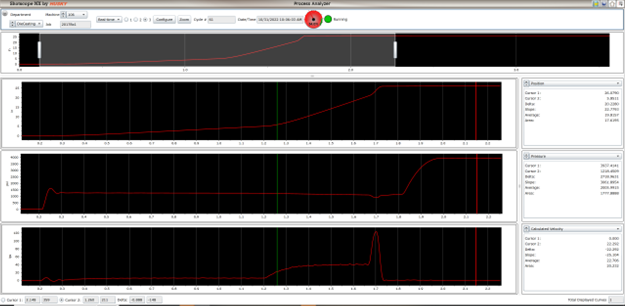
Variability exists in all manufacturing processes and die casting is no exception. A die caster must have the technology to view a shot trace of the filling and intensification of the casting process. This graph of the pressure and velocity allows the die caster to closely analyze the process as well as the capability of the casting machine. It is also critical to monitor the cycle time, metal temperature, die temperature and heating/cooling water temperature. At General Die Casters, we collect this data each cycle and utilize it to decide if the casting should be processed to the next operation or recycled in the furnace. We have data stored for every part produced in the last 25 years.
.jpg?width=562&height=312&name=Luke%20Engineering%20White%20Paper%20CTA%20(2).jpg)
Insufficient Quality Systems
Systems run businesses. An organization can only produce consistent results if it is systems based. There must be strong systems behind each critical process for the business to succeed. A contract manufacturer must have the flexibility to accommodate many customers’ needs. We have several customers with unique requirements. We won this business not solely on quality and delivery, but our ability to develop custom systems to satisfy their special demands.
Die Cast Tooling Design
The design of a die-cast die will determine the potential quality of a casting. Well-maintained equipment and world-class process controls cannot overcome a poorly designed die. If a potential customer can provide models of the die and runner system, we can perform a thorough evaluation before moving the die. If models are unavailable, then we will ask for the die to be delivered to our facility for inspection. We will assess the die in the same manner in either scenario.
Overall Die Construction
The die must be constructed to prevent distortion from the force of lock over, filling and intensification. We have received inherited dies constructed like injection molding dies. These dies have thin holder blocks, inadequate shut-off areas and delicate slide mechanisms. A high-pressure die-cast die experiences much higher pressure and temperature cycles and must be constructed much burlier. In many cases, these dies are simply dangerous to use in high-pressure die casting with the risk of molten aluminum escaping from the die. We advise our customers that die constructed in this manner should be sent to the scrap yard.
Process Design
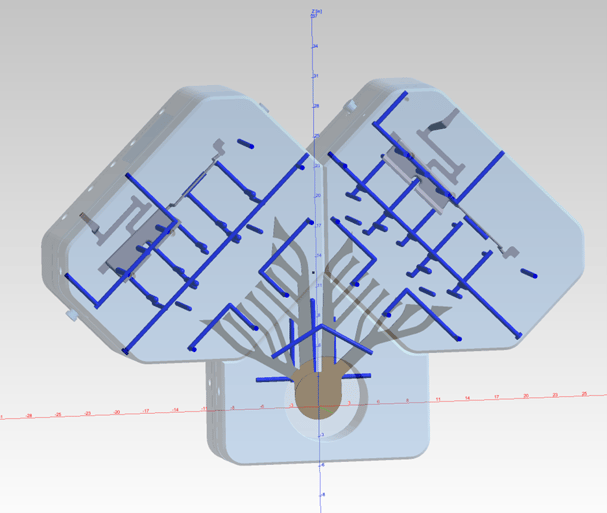
If the die is built to withstand the demands of high-pressure die casting, then we will evaluate the process design. This includes the runner, venting and cooling system. NADCA and its predecessor the Society of Die Casting Engineers have published books on die design for half a century. The rules of thumb in those books are essentially the same used to this day. I am still puzzled when we inherit die with complete disregard for these best practices.
If the design is reasonable and if a model is available, we will perform simulations using Magmasoft. This is an invaluable tool for evaluating inherited tooling. Magmasoft will provide the data to determine the probability of the current design producing acceptable parts. We can then decide if the die should be sampled “as is” or if modifications should be made. We can easily model modifications to determine the lowest-cost method to correct the die. Our goal is always to find the lowest cost means to produce castings that meet the customers’ requirements.
The modifications performed on inherited dies are usually adequate, but not optimal. We work with the customer to fully use existing tooling with the understanding that we will design a new die or cavities from scratch once the useful life is exhausted.
Validation

The dimensional layout and capability studies can be the most time-consuming portion of the process. We will work closely with the customer to determine the critical features of the part that impact fit and function. We will frequently develop an on-site approval process with the customer to start production while we finalize the PPAP process. Our deep and experienced group of Quality Technicians as well as our 6 CMM’s give us the ability to take on large projects without distracting from production.
Machining

Our CNC department is capable and flexible. We utilize single and multi-spindle lathes and horizontal and vertical machining centers that use 4th and 5th axis machining. We have equipment that can handle almost any machining application.
The Timeline
Time is always a factor. Depending on the amount of inventory, the customer may only have a few weeks before production lines are threatened. In these situations, it is critical to obtain as much information as possible before the die is moved. We thrive on these challenges and have always succeeded in meeting the customer’s needs.
If you have settled for mediocre quality and delivery, then maybe it's time to consider another option. Running a manufacturing plant isn’t easy. Your die casting supplier shouldn’t be one of your problems.
Contact General Die Casters if you would like to explore opportunities for improvement in your casting supply chain.
