Aluminum die castings are used in almost every consumer and industrial product sold today. The engineer tasked with designing a new die casting likely does not realize that the long term cost of the product rides on his or her design. A poorly designed die casting will result in high tooling cost and quality problems for both the caster and the end user. A successful die casting design will allow the metal to fill the cavity without trapping air, solidify quickly and eject from the die without distortion. Keep reading to learn our 10 tips for a successful die casting project.
1. Draft
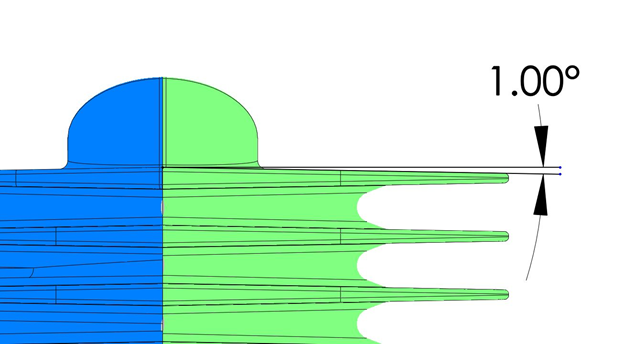
Draft is the amount of taper or slope given to cores or other parts of the cavity. It is required on die casting features to allow the casting to release from the die. The NADCA Product Standards Manual specifies standard draft for various features. Draft requirement, expressed as an angle, will vary with the type of wall or surface specified, the depth of the surface and the alloy selected. 1-2 degrees is typically sufficient to allow the casting to release from the die without dragging or distorting.
The following image shows a cooling fin with 1 degree of draft:
2. Undercuts
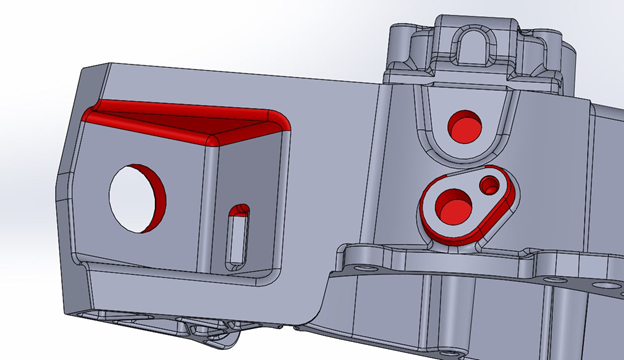
Undercut features can only be formed in a die casting with the use of retractable slide cores or secondary machining. Undercuts will add to the complexity and cost of the die. Avoid undercuts if possible in your design.
The red shaded features of this design shows several undercuts that will add complexity and cost to the cast die.
3. Internal features
It is important to remember that internal features cannot be formed in a die casting without using special operations . Avoid internal features in your die casting design.
4. Datums
When possible, keep critical dimensions in the same die half. Dimensional variability increases when they cross parting lines. The NADCA Product Standards Manual can be referenced for typical tolerances that can be held on various features. The NADCA Products Standards Manual will be referenced several times in this article. This is a “must have” tool for any die casting designer. Your die caster should provide you a copy or it can be purchased from the North American Die Casting Association.
5. Sharp edges
Sharp edges should always be broken with fillets. Sharp edges create stress risers in the die steel that will cause cracks and premature failure of the die. Sharp edges also decrease the metals ability to fill the cavity without defects. Intersecting walls and bosses should be connected by ribs with generous radius. This promotes metal flow and increases the strength of the part.
This casting is designed with ribs connecting the outer wall to another feature. These ribs add strength as well as improve metal flow.

6. Uniform wall thickness
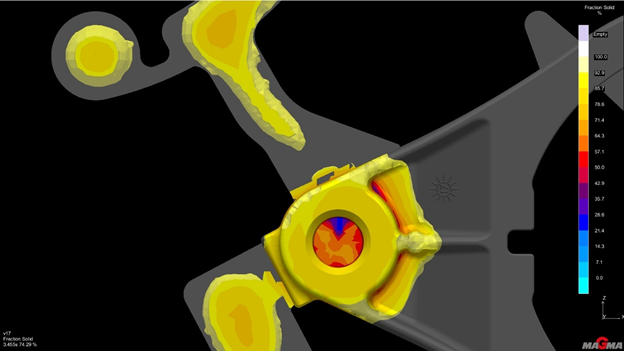
The designer should maintain as consistent wall thickness as possible throughout the castings. Thick walled areas of a casting will have larger amounts of porosity and will require additional cooling in the cast die. Heavy area of the casting will also be prone to heat checking in the die steel. Metal savers should be used whenever possible to remove mass from thick areas of the casting. Read our blog How to Make a Casting without Porosity for more in depth information.
This solidification simulation shows a very heavy wall of a casting that remains liquid while the gate and remainder of the casting is solidified. Porosity will exist in this area of the part.
7. Ejector Pins
The die will use ejector pins to evenly push the casting from the die. The part should be designed with ejector pin locations in mind. The pins should be equally spaced around the part for even ejection. Ejector pins should be placed on bosses, ribs or other sturdy features of the part. Ejector pins can push right through the casting if they are placed on a thin wall.
8. Final Machining
If your casting has features that cannot physically be die cast or require very tight tolerances then final machining will be required. It is important to minimize the amount of material removed during the machining operation. The greater material removed during machining the more likely porosity will be exposed on the machined surface. Remove just enough to accommodate for dimensional variability in the castings.
This casting shows a deep bore machined into the casting. Porosity can be expected when removing a large amount of material.

9. Parting Lines
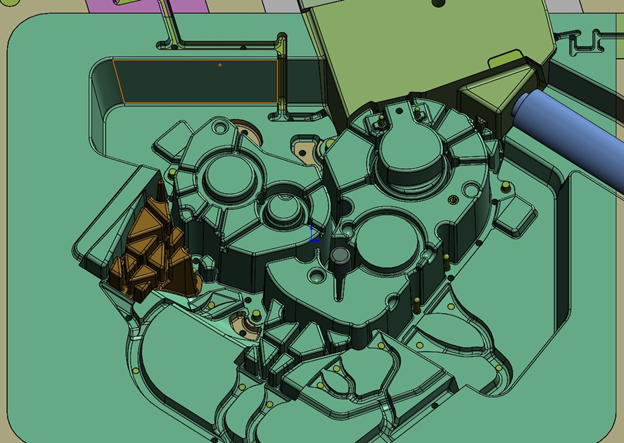
It is important to think about the die cast tooling when designing the part. The casting will have parting lines where the cover and ejector cavities come together as well as any moving slide components. The designer should visualize the parting lines and avoid features along the parting line that will create complicated steps or moving slide components. While these features can often be cast, it will increase the cost of the tooling and the casting.
The following image shows an ejector die with a complicated stepped parting line.
10. Thin Steel Conditions
The designer must visualize the die steel as well the parting line. Certain features on a part such as cooling fins will require thin blades of steel in the die. These die features will wear quickly and require frequent maintenance. This increases the cost of the die, replacement parts and the casting cost. The designer should avoid features that create thin steel conditions when possible.
If you have incorporated these ideas into your design then it has a great chance of being die casted successfully. Working closely with your die casters is always the best solution for long term success.
At General Die Casters we use our experience and technology to assist the customer in designing a part that can be casted with the highest quality and the lowest cost. This is the real solution to reducing your tooling and casting cost over the life of your project.
Contact us for advice on a new or existing design to improve quality and cost.
