High Pressure Die Casting is a unique process. At first glance, it looks as simple as pouring molten metal and shooting it into the die. In reality, many critical details will impact quality, cost, and tooling life for the customer. Here are the first 5 of 10 capabilities you should examine and require when selecting your next die high pressure die cast supplier.
- Die maintenance program and condition Reporting

You make a significant investment in your tooling. You should expect your die caster to maintain the die to the best of their ability and keep you informed of its condition. At General Die Casters we have a structured program to clean, inspect, and maintain cast and trim dies in top condition. Our ERP system tracks the shots on each component of the die automatically. We provide our customers with monthly reports indicating the number of shots on the die, the projected life remaining, and recommendations on when to initiate replacements or repairs. We regularly exceed the typical 100,000 shot life of a die cast die and occasionally double that. Of course, results will vary with casting complexity and quality requirements.
- Flow Simulation in House
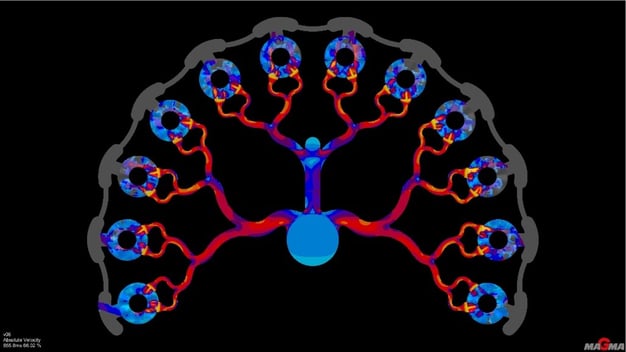
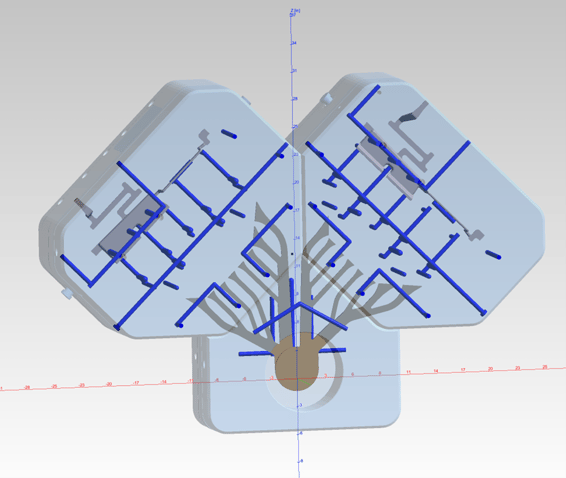
Computer modeling of the die casting process has had a revolutionary impact on the capability of High Pressure Die Casting. The die caster can optimize the runner, venting, and cooling lines to produce the best possible version of the casting before die steel is ever cut. The results you can achieve with modeling software are directly related to the experience of the user. Each of our engineers at General has over 20 years of experience in die casting and nearly 15 using Magmasoft. That allows us to exploit the massive amount of data presented by the software to completely optimize the process. We can achieve the best version of the casting, with the largest process window while ensuring the die steel never experiences excessive temperatures or metal velocities.
- Process Monitoring and Control
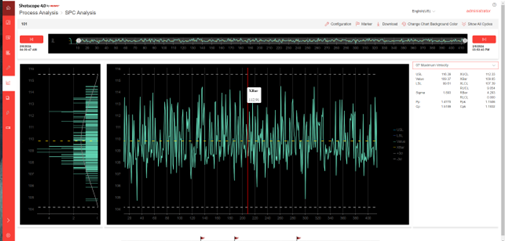
Process Monitoring has many benefits to both tool life and casting quality. One of the key factors in long tool life is the speed of the metal entering the gate. This is known as gate velocity and is measured in feet per second. At General Die Casters we design our dies with a predetermined gate velocity to achieve a cavity fill time that will produce a high-quality die casting. This engineering not only produces the best possible casting but will keep the gate velocities below the critical limit to minimize die wear due to erosion of the molten metal. This can only be accomplished if the die casting machine can accurately measure the speed of the plunger and if engineering controls are in place to control this speed. Systems typically used for this control are Visi-Trak and Shotscope. At General Die Casters we utilize both systems for monitoring and control of our processes.
- Die Temperature Control
The second key factor in die life is controlling the temperature of the die. Die steel experiences dramatic swings in temperature, both during a cycle and as the die reaches equilibrium during production. First, dies must be preheated to prevent thermal shock before making the first shots. We have found the most effective method of preheating is utilizing hot water heaters connected to die cooling lines. These heaters are started once the dies are clamped to the machine. By the time the machine is ready to make the first shots, the die has enough heat to prevent thermal shock.
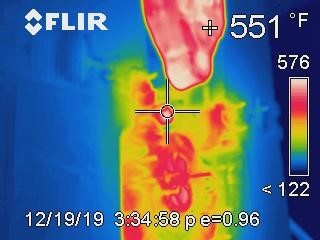
Die temperature must also be controlled during production. At General Die Casters we use infrared imaging to verify that the critical temperature for the die steel is not exceeded and that the actual die temperature correlates with the predicted die temperatures from Magmasoft. We can then control the die temperature by balancing the heat inputs (Weight of molten metal and temperature per minute) and the outputs (heat removed by cooling lines and die spray).
- Metal Quality


Metal quality is underrated. Two castings produced from different furnaces may appear identical but can have impactful differences when examined under a microscope. Aluminum is a remarkable metal. Strong, lightweight, and castable into thin and complex shapes. Unfortunately, it does tend to have strong chemical reactions with its environment. Especially in its molten state. Aluminum reacts with oxygen and high temperatures to readily form aluminum oxides. These tiny oxides are abundant in a furnace of molten aluminum. They also tend to grow onto the refractory of a furnace and, almost as if alive, grow towards the heat source. These oxides can grow larger and denser to form corundum, which is as hard as an industrial diamond. It is critical that a die caster properly cleans both the metal and the furnace with a structured procedure to maintain metal quality.

Only quality metal should be placed into the casting furnaces. Remelt from overflows, vents, and flash should never be placed into the holding furnaces. This material contains aluminum oxides that will initiate additional oxide growth and contaminate the metal.
Our next article will cover the next 5 qualities you should demand from your high pressure die caster