Zinc and aluminum are two of the most common metals used in high-pressure die casting. At General Die Casters, we have experience with most alloys of aluminum and zinc. This article will compare zinc to aluminum as a die casting material.
Why not Zinc?
Weight
Zinc is a heavy material. A zinc casting will weight two and a half times as much as an aluminum casting with identical geometry. As the trend in product design has moved towards lightweight, zinc is less appealing.
Material Price
Zinc was once significantly cheaper than aluminum, but that has changed. Zinc is a primary ingredient in galvanized steel. The massive construction projects in China and other developing countries over the last few decades have increased demand for zinc and lead to its price increase.
Piece Price
When you factor both the weight and material price, a part with identical geometry could cost 3-4 times more in zinc.
Why Zinc?
Small Intricate Castings

Figure 1 Zinc Die Cast Model Train
Zinc has outstanding fluidity, which allows it to produce small castings with incredible detail. Zinc was once popular for detailed die-cast toys such as trains and cars. Electric conduit fittings and the zipper are other common zinc die castings.
Tool Life
Liquid zinc is held at 800F. This is over 400F cooler than molten aluminum. This temperature has a significant impact on die life. Also, the damaging chemical reaction that occurs between aluminum and die steel (soldering) is not a concern with zinc. The combined effect is a tool life increase of 3-4 times an aluminum casting die.

Figure 2 Aluminum Die Cast Die Maintenance
Finishing
Zinc is an excellent material for plating and coatings. Many decorative castings are produced using zinc, for example, household faucets. A chrome-plated zinc casting has a brilliant, mirror finish. While aluminum can also be successfully coated, it must be an extremely high-quality casting. Zinc die castings are less sensitive to small defects to be successfully coated.
Faster Cycle Times
Zinc can be cast using the hot chamber process, whereas aluminum requires a cold chamber. The “chamber” refers to the vessel holding the molten metal before injection.
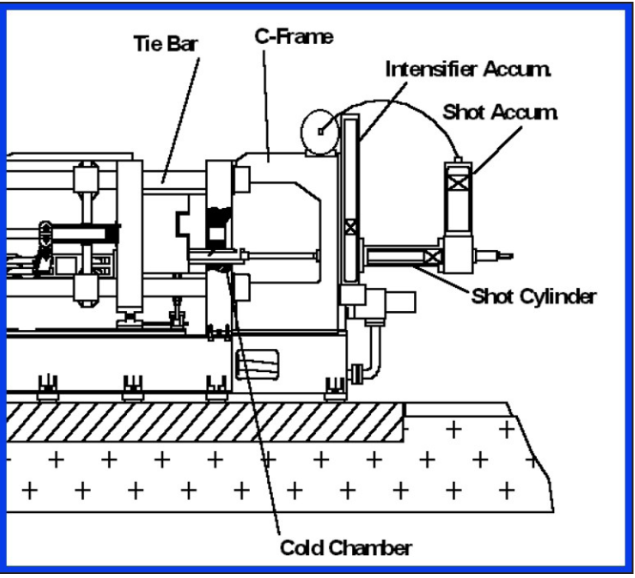
Figure 3 - Cold Chamber Shot End
In a cold chamber machine, the chamber (shot sleeve), is inserted through the casting machine platen and into the die. The liquid aluminum is ladled from the furnace into the shot sleeve before being injected into the die.

Figure 4 Automatic Ladling of Molten Aluminum
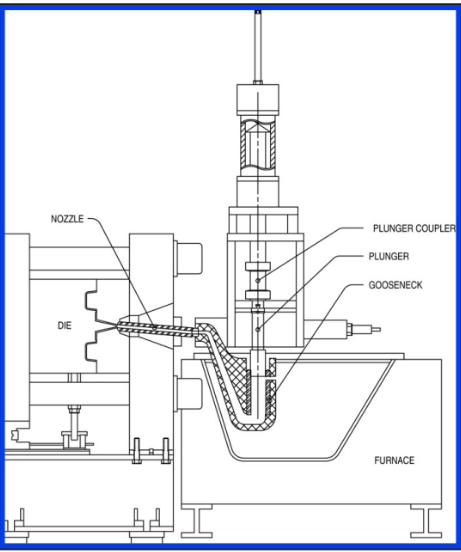
Figure 5 - Hot Chamber Shot End
In a hot chamber machine, the chamber (gooseneck) is submerged in a furnace filled with molten zinc. The hot chamber process allows for faster cycle times because the metal does not require ladling from the furnace to the machine.
Zinc can be cast using a hot chamber because it is not highly reactive metal like aluminum. If a cast iron gooseneck is submerged in a furnace of aluminum, it will be dissolved by the aluminum.
Choosing the correct material for your casting is important. At General Die Casters we have experience casting all aluminum and zinc alloys. Contact us during your next design project and our team can recommend the best metal and alloy for your application.
