- How tight of a tolerance can you hold?
- Should the casting feature be machined or be controlled, “as cast?”
- How can the design engineer and the die caster collaborate to improve dimensional capability?
In Part 2, we will explore the options to consider when tight tolerance is required on a casting. There are two options to consider when tight tolerances are required on a casting. The feature can be CNC machined or it can be controlled during the casting process. While it is possible to hold tight tolerances in die casting, it is not always best approach. It is imperative to evaluate each feature with a tolerance in order to determine if it is more economical to control during casting or if a secondary CNC machining operation should be performed.
Continue reading to learn how to decide if you should control a tolerance in the casting process or add a secondary machining operation.
First, it is important to understand a few important factors that affect the dimensional stability of a high pressure die castings.
- Casting Solidification
- Die opening and ejection
- Die condition
- Casting machine condition
- Trimming
In this blog, we will learn how casting solidification influences dimensional variability.
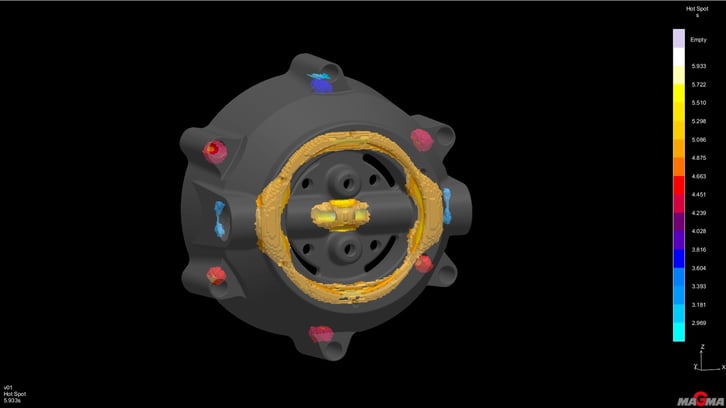
Casting Solidification
An aluminum casting shrinks during solidification about .003” for every inch. Therefore, the die cavity is constructed slightly larger than the actual part. Unfortunately, castings do not shrink perfectly. Wall thickness variation throughout the casting results in various areas solidifying at different rates. This variable solidification results in stresses in the casting which can lead to distortion.
The solidification of a casting is mostly a function of its geometry. Our blog, 10 concepts for a successful die casting design, outlines key design concepts that minimize dimensional variability.
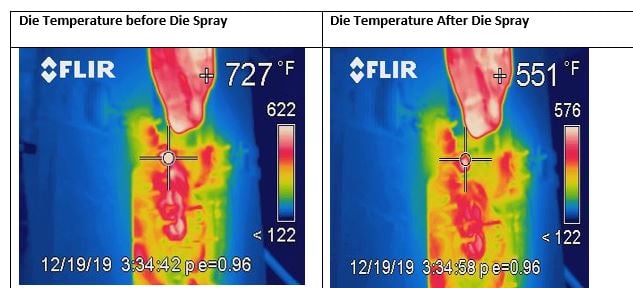
Temperature variability in the casting process also plays a role in solidification. The temperature of the die surface can reach temperatures as high as 1000F during filling and will then be quickly cooled to below 500F during die spray. After die spray is complete, the die surface temperature begins to rise as the heat trapped in the die steel moves towards the surface.
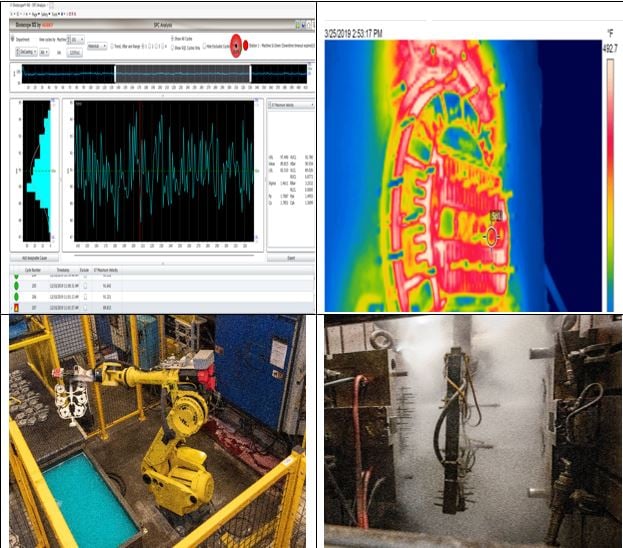
Forcing the die temperature to return to a specific temperature at the time of injection is challenging. This chart shows the temperature cycle the die undergoes in only a few minutes of production.

Cycle time, release agent application and die cooling are three important process parameters that must be controlled in order to consistently produce precision die castings.
The cycle time of the casting machine strongly influences the die temperature at filling. A cycle time change greater than a few seconds will change the die temperature at filling and may impact casting quality. Once the optimal cycle time is determined, it should be maintained within a few seconds. If the cycle time is increased by even a few seconds, the die temperature will decrease and could potentially cause casting defects.
Die spray is often generously applied to the die to ease ejection of the casting and to reduce cycle time. Each second of additional die spray will remove heat from the die. Die spray volume and time must be consistent once the die is at operating temperature.
Cooing water and hot oil/water are used to remove heat and control die temperature. Infrared imaging cameras are essential tools to visualize the temperature variation over the die surface. A combination of cooling water and hot oil/water are often used at the same time. Cooling water will be used on high temperatures areas such as thick casting sections and near the gates. Hot oil or water will be used on thin casting sections and areas further from the gate. Using hot water or oil to preheat dies is ideal to minimize thermal shock, reduce scrap during start up and maximize tool life.
Process monitors, automation, closed loop die cooling and infrared imaging are all important tools for controlling this phase of the process.
Our next blog will continue to review the factors that influence die casting dimensional variability so we can decide if a feature should be controlled in the casting process or CNC machined.
