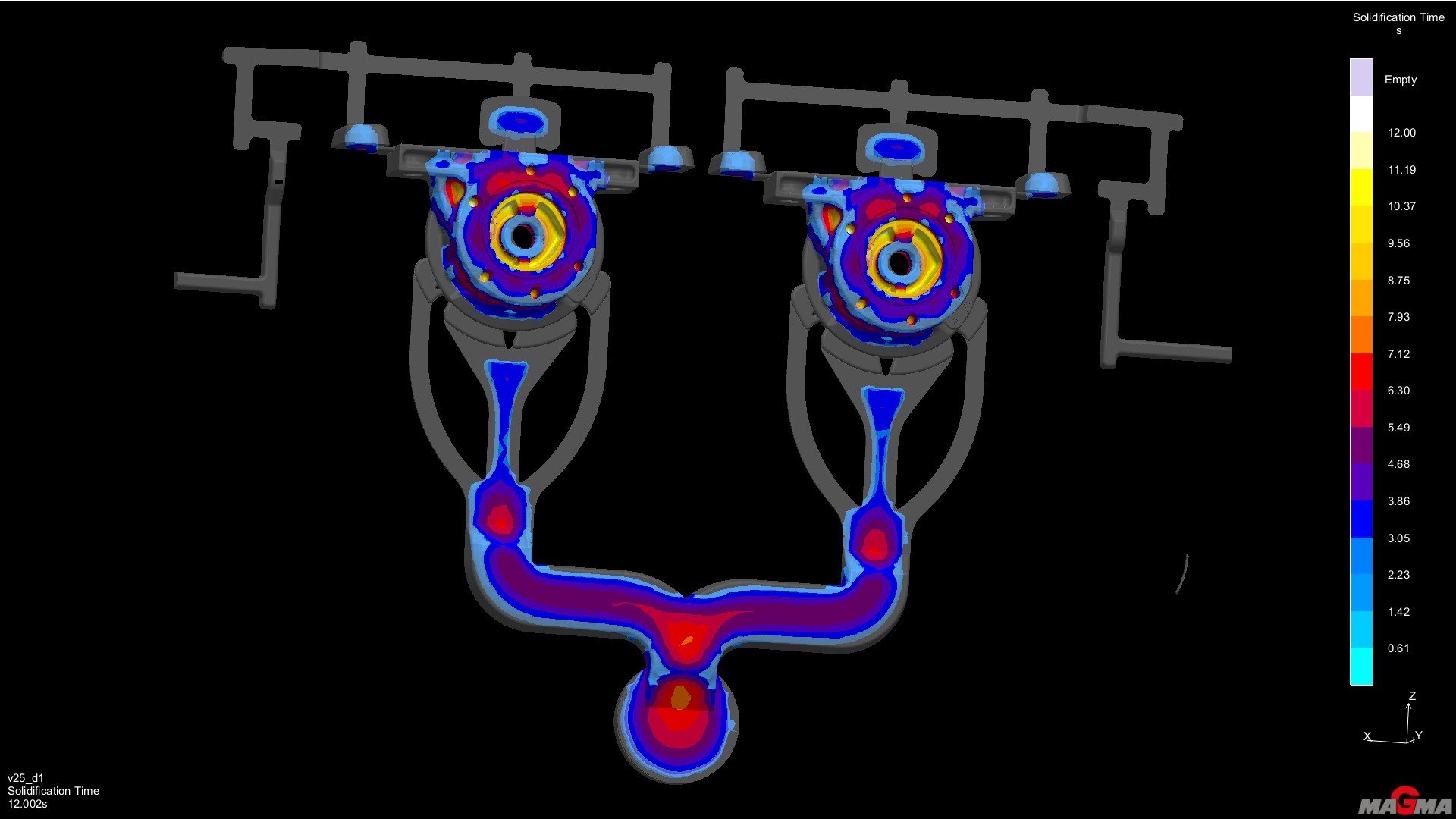
Our last blog discussed how casting solidification effects die casting dimensional capability. This article will review the remaining factors that influence die casting dimensional capability.
- Casting Solidification
- Die opening and ejection
- Die condition
- Casting machine condition
- Trimming
Removal of the casting from the Die
The process of opening the die and ejecting the part will also induce a certain amount of dimensional variation into the casting. The casting shrinks around features of the die during solidification. A significant amount of force is required to remove the casting from the die. This force can distort the part if it is not applied equally and simultaneously to all areas of the casting.
Casting ejected from die
Removal of the casting from the ejector half is accomplished with ejector pins. These pins are strategically placed on the part to remove it from the die with little distortion. The effectiveness of the ejection system relies heavily on the design of the casting. Our blog, 10 concepts for a successful die casting design, explains some important design concepts to improve part ejection.
Opening the die can cause as much distortion as the ejection of the part. If the cover die has protruding features such as large cores, the casting will shrink upon them and may distort the casting as the die opens.
Two process parameters that affect the removal of the casting from the die are gate velocity and release agent application.
Gate design and injection speeds dictate the speed of the metal entering the die, or gate velocity. If this speed is too high, the metal will erode the thin layer of release agent and superheat that portion of die steel. These areas are prone to soldering and sticking and thus lead to distortion.
Die spray is applied to areas of high friction after solidification. Areas such as parting lines, cores, vertical walls and gate inlets are primary areas for die spray. Die spray must be consistently applied to these areas to minimize distortion.
Die Steel Condition
Die steel continuously wears with each part produced. Die wear occurs from either erosion, cracking or soldering.
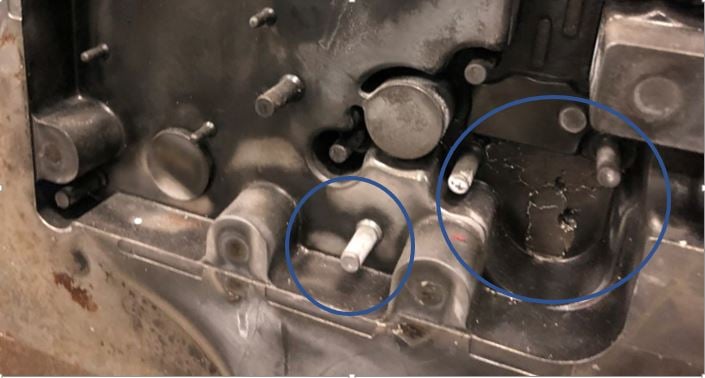
Soldered core and significant die check near gate inlets
Erosion of die steel happens when molten metal flows over the die at speeds exceeding 100 inches per second. The highest rates of erosion occur near the gate inlets. Proper gating and process design will minimize die wear from erosion.
Cracking, also known as die check, occurs from constant thermal cycling of the dies. Expansion and contraction of the die steel causes small cracks. These cracks slowly propagate and eventually lead to small pieces of steel falling from the die.
Soldering is a chemical reaction between the aluminum and the iron in the die steel. Solder can only be removed from the die surface by mechanical polishing. The process of soldering and cleaning leads to pitting and removal of die steel.
Worn die steel creates added and unequal friction while opening the die and ejecting the part. Consistently producing precision castings is difficult or impossible when the die steel deteriorates. It is important that that dies are designed so that features that are prone to wear can be replaced. The cost of replacement die components must be considered when holding tight tolerances in the cast operation.
Die coatings have become an important tool for die casters. Coatings do not eliminate the need for die spraying, but they allow the die to be sprayed less and reduce friction during part ejection. If used properly, they will increase tool life and increase casting productivity.
The Casting Machine
At first glance a die casting machine may appear to be a brute relic of the past, slamming a die closed while catapulting metal into it. And while many still may be operated that way, making precision castings requires a modern machine that is regularly monitored by a regimented preventive maintenance program.
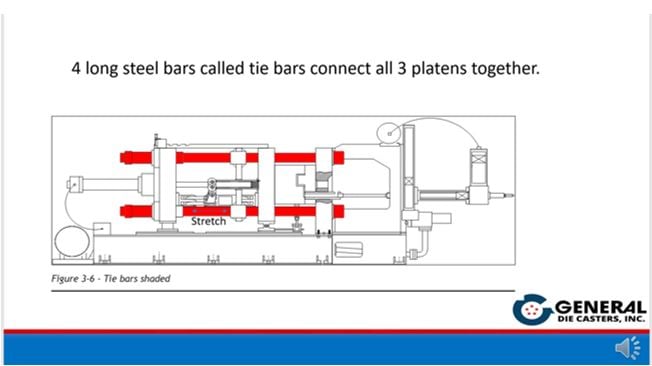
The core of the casting machine is the linkage, the platens and the tie bars. When the die closes, the linkage creates mechanical leverage which stretches the tie bars. The equal and opposite reaction of this stretch creates a force which holds the die closed during the injection of the metal.
Producing a precision casting requires the force be applied evenly across the entire die. This only happens if all the major components of the machine are perfectly square and the linkage’s interlocking knuckles are in good condition.
When the machine is not “square,” the machine tonnage will not be applied unevenly. This will cause flashing and dimensional variation. The squareness of a machine must be regularly monitored to produce precision die castings.
At General Die Casters, in addition to performing manufactured suggested maintenance, we perform regular performance measurements on our shot ends and clamp ends. We can be confident every machine meets our performance requirements and produce high quality castings.
Our next blog will review how to measure dimensional process capability.
Then, we can tackle the question, “should I machine an important feature or control in the casting process?”
