General Die Caster’s has been on a mission to educate our customers as well as our prospects for nearly a year. If you read our popular book, The Die Casting Designer’s handbook, you know the design of the casting strongly influences the quality and cost of the final part. Unfortunately, most castings were designed before we published our book. Many of these castings have design challenges that simply cannot be solved with the Process Engineer’s toolbox. Fortunately, technology often comes to the rescue. One such technology is Jet Cooling.
Jet Cooling involves inserting a tiny (.040”) tube into a small feature of a die casting die, such as a core pin. A gallon or two of cooling water under very high pressure (300 PSI) is then pushed through this tube in less than a couple of seconds. This is done immediately after the metal is injected. The result is a dramatic cooling of the die steel when it is most needed.
Why is this useful?
If you recall from the Die Casting Designers Handbook, two cardinal rules of High Pressure Die Casting design are:
- Maintain constant wall thickness
- Die casting walls should be thin to leverage the advantages of the process
Thin walls allow rapid solidification and a fine grain structure. This yields a strong casting. When a casting is designed with heavy walls (> .250”) it may not completely solidify before it is ejected. This results in heat-related defects such as solder, blisters, and tears in the skin. If the casting needs to be pressure-tight, this is a real problem.

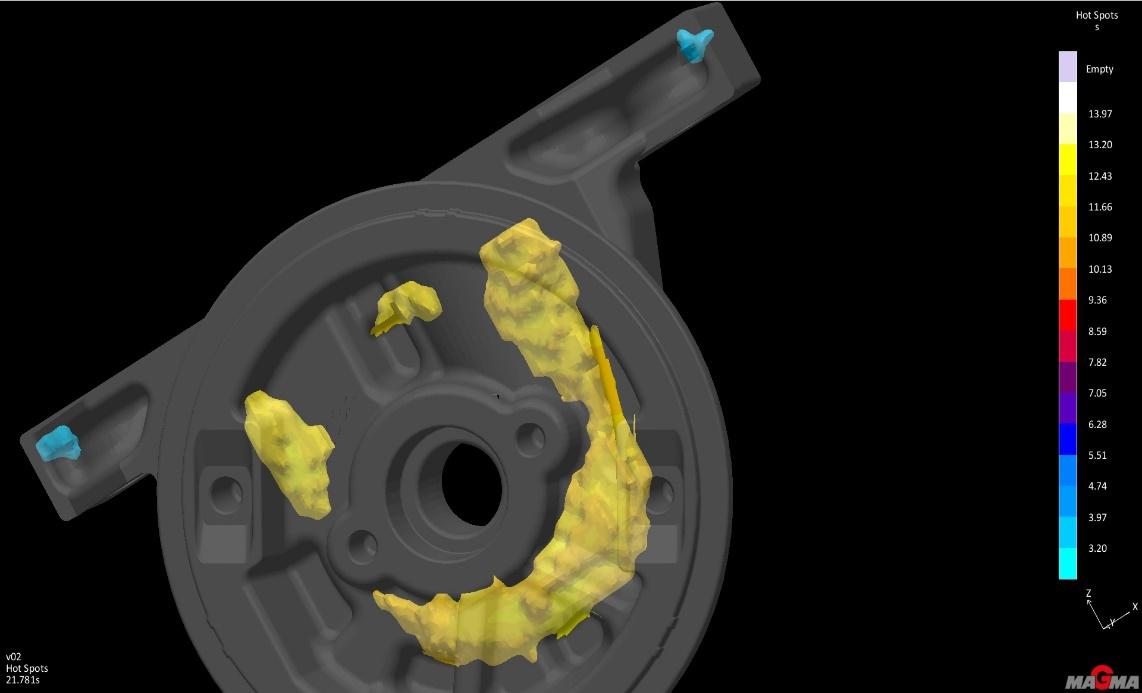
We were faced with this challenge recently on a pump housing casting. Our initial Magmasoft simulations identified this possibility. The yellow mass on this Magmasoft Solidification Analysis shows areas of the casting that will take 13 seconds to solidify. (Figure 1) This means the center of the casting will still be liquid as the casting is ejected from the die. We inserted as many traditional water lines into the die as practical to combat this issue.
Once we started production, we realized that these cooling lines were not enough to manage the heat. The castings exhibited solder and heat blistering on a small diameter slide core located in this heavy section. (Figure 2)

Figure 2 Heat Blistering in Slide Core
The only solutions were to reduce the mass of the casting or to increase cooling in the die. A part re-design was out of the question, so we focused on the second option. The die features were too small to add additional traditional cooling lines, so we need another option. Enter Jet Cooling.
Jet Cooling had been on our radar, but until now, we did not have an application. We met Robert Kaderabek from Die Process Control Systems in Sheboygan, Michigan at a recent NADCA show and decided to give him a call. He convinced us that this technology was for real and a few days later we had a demo COECOOL unit on our production floor. (Figure 3)

Figure 3 CORECOOL Jet Cooling System
Meanwhile, our engineering team was at work designing new cores to accommodate Jet Cooling inserts. An.080” diameter hole was drilled into a 4” core to insert the cooling tube. (Figure 4) The Jet Cool unit would pump water at 300 PSI through this tube to cool the core.

Figure 4 Jet Cool Tube next to Core
Developing the Jet Cool Process required some R&D. The process engineer manipulates the volume of water and the specific time during solidification that it is injected. We found that it was very easy to overcool the core. We were able to cool the core to the extent that it would shrink and allow aluminum to flash around the edges. Once we found the correct balance cooling, we were able to produce flawless castings and reduced the cycle time by 10%.

Casting produced with jet cooling without surface defects
Maybe once the world’s design engineers have read our handbook, Jet Cooling will no longer be needed. Until then, this technology has a solid footing in High-Pressure Die Casting. We highly recommend contacting Robert at Die Process Control Systems. Their system has proven to be consistent and reliable, and his engineering support was invaluable.