Welcome to part 4 of our Die Casting Dimensional Capability Series. Part 1 reviewed unique features of die castings and their associated tolerances. Part 2 and Part 3 covered the process factors that affect the dimensional capability of a die casting. In this article, we will review how to measure the capability of a die casting process.
Developing a New Die Cast Die
The first step in the casting development process is to ensure the castings consistently release from the die, are free from visual defects and meet porosity requirements. At, General Die Casters, we use Magmasoft flow simulation software to model dozens of gating, venting and cooling line scenarios before die steel is ever cut. Our design engineers and Process Engineers then work side by side as the first castings are pulled from the die. This structured planning and collaboration results in quality casting during the first sampling with minor, if any, adjustments.
Magmasoft flow simulation
We validate our casting process using visual inspection and real time X-Ray. Once we can consistently produce castings that are free from visual defects and meet the porosity requirements we will measure and document all process parameters. This allows us to reproduce the exact process during future production runs.

X-Ray inspection of a die casting
Next, we will perform a sampling run of at least 300 cycles. During this run we will use infrared imaging to be sure the die temperature is acceptable and we will take our samples for the dimensional capability study.
Once the sampling is complete, we will measure the critical dimensions of at least 30 pieces of each cavity using CMM and manual measuring tools. This data can then be processed with statistical software which will provide capability statistics for analysis.
The Process Capability ratios CP and CPK are two important statistical tools used to determine if the process is capable.
CP
The first statistic to evaluate during sampling is CP. CP is a measure of the process capability IF the process is perfectly centered between the tolerances.
CP will indicate if the process can hold the tolerance range. If the print tolerance is .010”, the range of measurements must be much less than .010” to be capable.
CP is calculated by: Print Tolerance / Range of measurements
If the print tolerance is .010” and the range of measurements from the capability study is .007”, then the CP is:
CP =.010”/.007” = 1.42
A CP of at least 1.66 is the goal during sampling.
CPK
CPK is like CP but considers the position of the measurements between the high and low specification limits. A CPK greater than 1.66 indicates that the range of measurements are all within our tolerance AND they are centered between the specification limits.
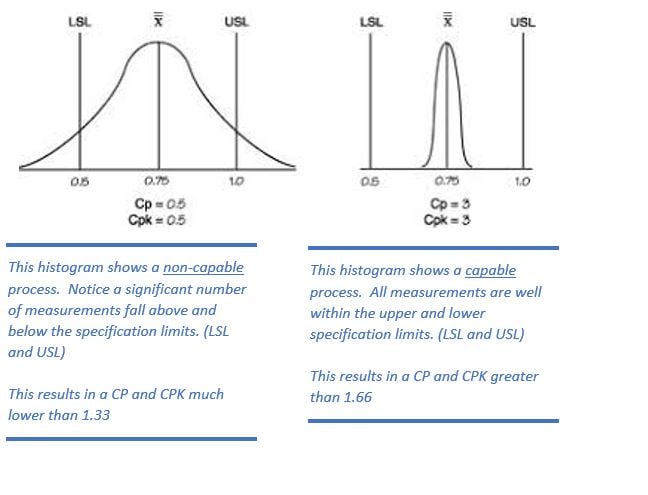
A Capable Process
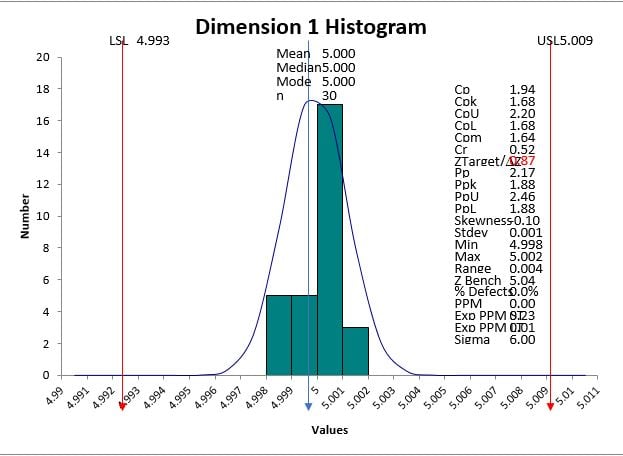
When a process is capable, all measurements will fall within the specification limits with room to spare on the high and low sides. This process is only utilizing about half of the tolerance.
The process capability statistics, CP and CPK, confirm this observation with a CP of 1.94 and a CPK of 1.68.
You can be confident that this tolerance can be held during production if you maintain the condition of the die and utilize robust process controls.
Non-Capable Process - CPK is less than 1.33, but CP is greater than 1.66
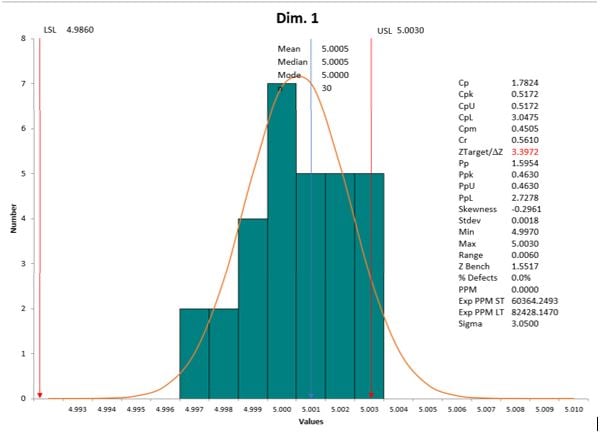
The range of our measurements in this example is .006”, which is less than the tolerance of .017”.
This fact is quantified with an acceptable CP of 1.78.
Unfortunately, the measurements are skewed to the high side of the tolerance and the resulting CPK is only .517.
The process can hold the tolerance, but it must be shifted closer towards the center of the specification limits.
In this scenario, a modification to the die steel should correct the problem.
It is important to construct dies with critical features being “steel safe.” Steel safe means an adjustment can be made to the die by removing steel instead of adding it. Die steel can be easily removed by CNC machining or burning with electrodes. Adding steel can only be accomplished by welding or building new die cavities. Neither is an attractive option on a new die.
Non-Capable Process - CP is less than 1.66
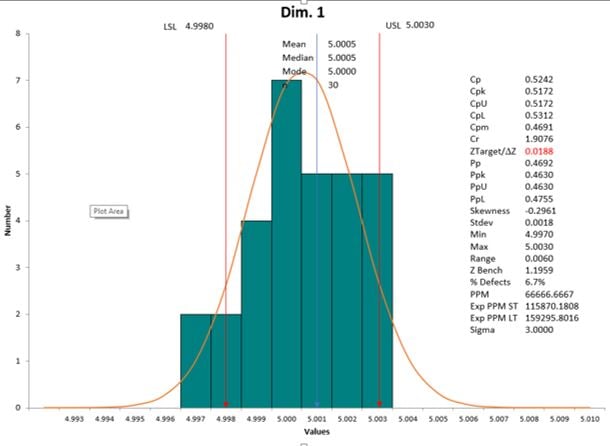
The range of measurements in this example is .006”, which is larger than the tolerance of .005”. This indicates that the process is not capable, with a CP of only .52.
This process must be evaluated to determine if the lack of capability is due to a process factor or if it is beyond the capability of the process.
At General Die Casters, we will perform a systematic root cause analysis to determine the causes of the variability. Once a root cause is identified and an action plan is developed another sampling will be performed.
Holding Capability for the Life of the Die
An important difference between holding a tolerance in die casting vs. CNC machining is the die itself. While a machining tool, such as a drill, can be economically replaced as it wears, a die cast die is much more expensive to replace. The die should be designed to allow areas with critical dimensions to be replaced. If it is not practical to build the die with replacement components, then capital for replacement cavities should be budgeted into the program. It is important to understand that regular investment in replacement components will be required to hold tight tolerances.
In our final article in this series, we will discuss the pros and cons of controlling tight cast tolerances versus CNC machining.
